Web Content Display
Web Content Display

Basic stance
The Advantest Group regards the halt of global warming as an important corporate mission, and works vigorously to reduce greenhouse gas emissions through the delivery of green products and the introduction of innovative business processes.
The Advantest Group is implementing medium to long-term energy conservation measures in alignment with the Japanese government’s medium-term goal of reducing greenhouse effect gas emissions by 25% from the 1990 level by 2020. More urgently, the Group is working to develop a system that meets the revised Act on the Rational Use of Energy ordinances and implement energy conservation measures.
Under the Fifth Advantest Group Environmental Action Plan, the entire Group is working together to implement various activities mainly under the initiative of the Global Warming Prevention Committee to achieve the goal of reducing CO2 emissions per unit of production* from business locations in Japan by 75% compared to fiscal 1990. Specifically, the Group is working towards improving production efficiency, and reducing waste to achieve both energy savings and cost reductions. In addition, the Group is promoting proper operational control of air conditioning, upgrading of outdated facilities into more energy-efficient models, and the adoption of more environmentally-friendly lighting and LEDs. As a key initiative during fiscal 2011, we succeeded in reducing lead times by half for some of our products. We also reduced power consumption of air conditioners at four business locations by about 220 MWh annually, through updated facilities and proper operational control.
Thanks to these activities, total CO2 emissions at Advantest in fiscal 2011 decreased from 20,444 tons in fiscal 2010 to 18,467 tons, despite an increase in production volume. In terms of per unit production, our CO2 emissions were 6.2 tons per unit, a reduction of 80% compared to fiscal 1990.
We will continue with initiatives aimed at reducing waste to achieve energy savings and cost reductions, as well as initiatives aimed at reducing CO2 emissions.
∗ Because a 64% reduction was achieved for fiscal 2010, the target was changed from 35% to 75%.
CO2 emissions per unit of production
ECOCH — employees’ CO2 reduction activities
ECOCH is a program that was started in July 2010 aimed at encouraging employees across the Advantest Group to take the "Eco Challenge," and actively seek what they can do in their daily lives to support environmental conservation.
We have adopted a point system for employees that participate in ECOCH, in which points are awarded and saved based on initiatives including CO2 reductions, activity reports, and event participation.
As a result of employee efforts, CO2 emissions have been reduced by a total of 42.8 tons since the program was launched as of the end of March 2011. When thinking in terms of trees, these emissions are equivalent to the amount that is absorbed by a five hectare forest of 80-year old cedar trees.

ECOCH Green Curtain
Contest winner
A Green Curtain Contest was held as an energy conservation contest during the summer and winter of fiscal 2011, and as a result a large number of our employees were able to enjoy participating in environment conservation activities. The goal of ECOCH is for each and every employee of the Advantest Group to be able to proudly say that they are helping conserve the environment. As we work towards this goal, we will encourage active participation in activities and events through fiscal 2012 as well.
Reducing the amount of energy used in production by shortening tester lead time
The Advantest Group commenced activities in October 2011 aimed at reducing its environmental footprint in production activities while strictly adhering to deadlines and reducing inventory assets.
As the key measures in these activities, we have worked to identify the causes of delays in each part of the production process and studied measures to eliminate these delays. For the integrated test process, we worked to streamline the number of times the automatic testing program is executed and conducted measures to guarantee 100% all necessary members.
As a result of these efforts, a 30% reduction in lead time in the integrated test process was achieved for three types of mass production testers, and power consumption in production was reduced by a monthly average of 48,000 kWh.
During fiscal 2012, we will work to apply these successes to other models, in line with plans aimed at reducing lead times by an additional 20%.
Graph of energy consumption reduction due to reduced lead times in mass production
Activities aimed at strictly adhering to deadlines in handler production
With the goal of strictly adhering to deadlines in handler production, the Advantest Group conducted activities aimed at ensuring a manufacturing-led approach for the M4841 Dynamic Test Handler, as an initiative for reducing lead times. Because these initiatives encourage streamlining in all parts of the production process, we started off by reconsidering the work unit.
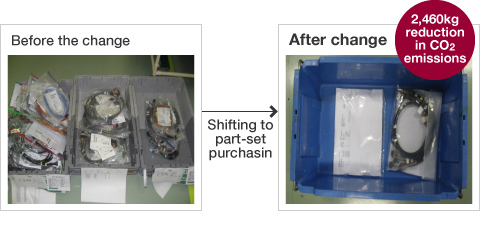
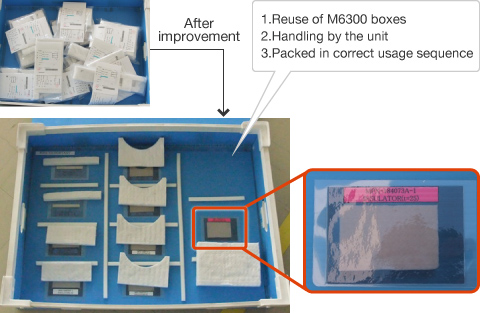
Because in some cases one work unit required multiple work units in the past, indirect man-hours have been required for activities such as looking for parts. We conducted studies on whether the work units were reasonable, and if it was determined they were not, we considered what could be done to condense these work units into one work unit. By ensuring that each and every work unit is a reasonable work unit in this manner, we have enabled parts preparation and assembly work for only the required amount when necessary. We also focused on the effect of packaging and unpacking on the parts picking process, and with the aim of eliminating wasteful packaging and time spent on unpacking, we began studying the purchase of parts sets from April 2011, an initiative that would also contribute to a reduction in our environmental footprint.
Based on an action plan that was prepared based on these studies, we launched parts sets purchasing with the aim of strictly adhering to deadlines, particularly in the handler production division, while contributing to a reduction in our environmental footprint. Parts sets purchasing consists of buying a set of parts for each work unit instead of purchasing individual parts. Based on the work units optimized through the initiatives aimed at the construction of a manufacturing-based framework, for certain parts varieties (cables) a shift has been made to parts sets purchasing for 38% of individual parts purchases.
As a result of shifting to parts sets purchasing for 38% of individual parts purchases for certain parts varieties (cables), a 34% reduction in the number of deliveries was achieved. As one of the benefits of this development, based on the fact that we have produced 58 M4841 units since this change was adopted, thanks to the reductions in the time spent in receiving parts, stocking parts, and picking work in the distribution division, a cumulative reduction of approximately 490 man-hours has been achieved.
In addition, introducing the purchase of parts sets has resulted in a cumulative reduction of approximately 330 man-hours for the production division thanks to the reductions in the time spent looking for parts, unpacking parts, and disposing of packaging materials.
The results of these activities are equivalent to a 2,460 kg reduction in CO2 emissions.
In the future, we will consider rolling these initiatives out for new products and other products in line with our plan to continue with activities that contribute to reducing our environmental footprint while improving product quality and strictly adhering to deadlines.
Cutting lead times in handler production
Improving procurement in insulation materials purchases
Thanks to an improvement in the procurement of materials, the purchasing division achieved a reduction in the man-hours associated with these tasks. For one of the materials (Kaowool) used as an insulation material for our products, because the size and shape varies depending on the use location, a part number was applied to each item and orders were placed by part number unit, even if the use and material were the same. For example, if an insulation material with 24 part numbers was to be used as one unit, we had to issue 24 purchase order forms, regardless of the fact that we would be using the 24 parts as a set.
Those 24 parts would have to be individually accepted and put into storage. Afterwards picking would be conducted for each part; the parts would be sorted together as one unit, and then once again put into storage at the intermediate product warehouse. Because system batch processing is required for these two loading and unloading tasks, at the minimum it took two days from initial parts acceptance to dispatching to the production site. In this manner insulation materials are dispatched to the production site. While the materials were dispatched in the form of units, because there were insulation materials of similar size and form mixed in the plastic container, workers had to search for the required materials from this mix.
In response to this situation, suppliers and the Advantest Group worked together to study improvement measures and decided on a system in which batch orders would be placed by unit rather than part number. To make batch orders by unit possible, we changed the delivery form from individual packages to returnable containers. For these returnable containers, photos of the contents were applied and the parts were provided in a set based on the order they would be used at the production site. As a result of this initiative, 85 parts were sorted into 8 units. Because this initiative has allowed deliveries from suppliers to be dispatched to the production site as is, the man-hours required for loading and unloading tasks has been reduced from the 7 hours for 85 parts to 0.75 hours.
In addition, making the initial purchases as a unit has reduced the number of storage batch processes from two times to one time, and the number of days required from parts acceptance to dispatching has been reduced from two days to one day.
In addition to the reduction in man-hours and time, there is no longer any waste generated by unpacking. Because the parts are provided in a set based on the order that they are used at the production site, workers are no longer burdened with looking for the proper parts. This initiative has also benefited suppliers, as they are no longer burdened with packaging and they have been saved the costs of plastic bags used by individual package.
Delivery form of packaging materials (design)
Reduction of man-hours through improvements in the working environment

Before the change

After change
To reduce production lead time and man-hours, it is essential to construct a system capable of prompt inspection of the arrival shipped materials, warehouse stocking, and if required, immediate dispatching to the production site. In response to these requirements, the Group has reviewed the layout of its production locations, including deliveries entrances, and improved the working environment. Through this review, we have optimized the flow lines from receiving to warehouse storage and provided a working environment that ensures that there are no bottlenecks. In addition, thanks to initiatives aimed at improving work efficiency including the standardization of receiving and acceptance inspections, and the standardization of the placement of equipment on working desks and stocks of consumable supplies, the number of man-hours used in parts acceptance has been reduced by 20%.
Improvement of lead time in each process (600 cases per day)
Initiatives to reduce CO2 emissions in logistics activities
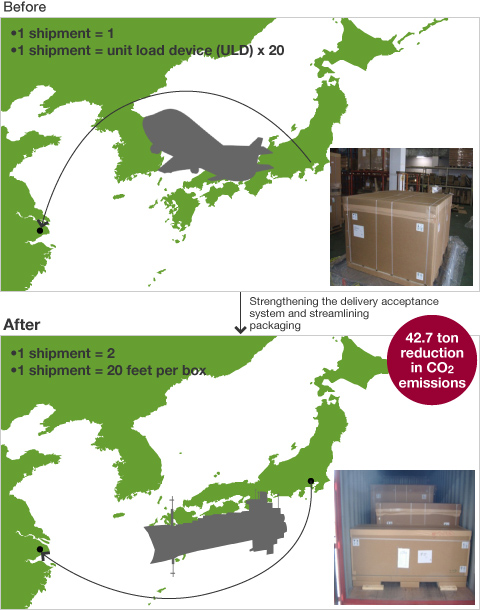
From February 2011, the Advantest Group began shipping over 10,000 components overseas for some of our handler models, which is one of the main products for assembly wiring at local production sites.
Initially goods were shipped by air, with a short transport lead time. However, through enhancements in the local acceptance system and improvements in packaging methods, shipping of the components could be changed from one system per shipment to two systems per shipment. Therefore, we have been able to use container ships with a longer transport lead time.
This change has allowed a reduction from 6.5 tons to 4.4 tons of CO2 emissions per shipment, resulting in a cumulative reduction of 42.7 tons of CO2 emissions as of May 2012.
CO2 reduction in logistics